使用业纳测量系统进行扭纹测量和评估
扭纹测量是波形工件质量控制中的关键因素,用于确保轴和密封圈之间的密封装置正常工作。
扭纹测量和评估
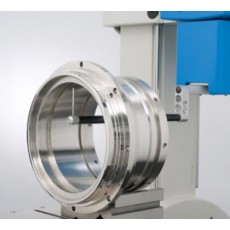
在处理工件时,会出现“扭纹结构”。这些是旋转对称的表面上定期出现的特性 - 在轴与密封唇口接触的点出现。这会影响轴与密封圈之间的密封功能。根据特性和出现情况在宏扭纹与微扭纹之间做了区分。业纳形状和粗糙度测量系统也可用于扭纹测量。
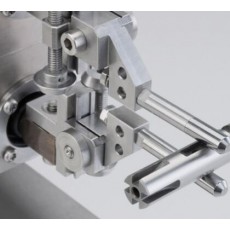
我们的测量系统不仅检测符合标准的粗糙度和形状测量数据 - 形状测量仪还配备粗糙度探头,以便可以捕获三维扭纹结构。该粗糙度测量系统需要 台旋转设备。这使得可以根据特定的扭纹参数计算关键值。业纳的扭纹测量技术在其 2009 年修订版中符合梅塞德斯·奔驰的标准 MBN 31 007-7。
TwistLive 扭纹测量流程
TwistLive 快速扭纹技术也基于 Daimler 标准 MBN 31 007-7。这项测试使用专门开发的评估方法, 多可将测试时间缩短 75 %,因此您可以节省时间和资源。甚至可以在测量运行期间实时预测扭纹测量的结果。
与密封相关的扭纹参数
扭纹深度,Dt [m]:所测扭纹表面的波峰和波谷之间的 大垂直距离。
螺纹扣数,DG:圆周方向相对于 360° 的期间数。
理论进给横截面,DF [m]:扭纹表面的 个轴向截面中的期间长度的横截面面积。
理论进给横截面,DF/转数,DFu [m/U]:扭纹区域的 个轴向截面中的期间长度的横截面面积,乘以螺纹扣数。
期间长度,DP [mm]:轴向的两个连续波峰或波谷之间的距离。
接触长度百分比,DLu [%]:以圆周方向的密封唇口相对于总周长的比率,来衡量波面的理论外壳。该计算在截面 别的深度进行,对应于 80 % 的扭纹表面物料配比。
扭纹角度,Dγ [°] :圆周方向与扭纹结构之间的角度。当结构方向从右下角移至左上角时,该角度是右侧角度(标有 +)。当结构方向从左下角移至右上角时,该角度是左侧角度(标有 -)。
符合标准的扭纹衡量,遵循梅塞德斯·奔驰的标准 MBN 31 007-7
1997 年,Daimler 发布了标准化扭纹测量技术的 个测量原则。这可以用于推导相关的参数以评估密封功能。评估方法在 新的 2009 版本中得到了进 步优化。测量结果的可重复性现在可以大幅提升。它还可以确保使用不同测量仪时的兼容性。根据该标准的原则,业纳提供扭纹测量技术和扭纹标准,作为其形状和粗糙度测量仪的可选扩展。
优点
灵活:形状和粗糙度测量系统的可选扩展
标准化:扭纹测量符合 Daimler 标准 MBN 31 007-7(2009 年开始实行的标准)
快速:TwistLive 测量方法可将测量时间缩短 75 %
应用
汽车工业:波形工件的扭纹测量